

برش فلزات یکی از فرآیندهای کلیدی در صنایع مختلف است که کاربردهای فراوانی دارد. از خودروسازی و هوافضا گرفته تا صنایع کوچکتر، نیاز به دقت و سرعت بالا در برش فلزات، بهویژه استیل، بسیار احساس میشود. استیل به دلیل ویژگیهای منحصربهفرد خود، مانند مقاومت بالا در برابر خوردگی و استحکام عالی، در صنایع مختلف استفاده میشود. در این مقاله، به بررسی روشهای مختلف برش فلزات، به ویژه استیل، پرداخته و مزایا و معایب هر روش را مقایسه میکنیم تا بتوانید بهترین انتخاب را برای نیاز خود داشته باشید.
بسته به نوع پروژه و نیاز صنایع مختلف، روشهای متنوعی برای برش استیل وجود دارد. این روشها شامل برش لیزری، پلاسما، برش مکانیکی (اره) و واترجت هستند. در ادامه به بررسی دقیق هر یک میپردازیم.
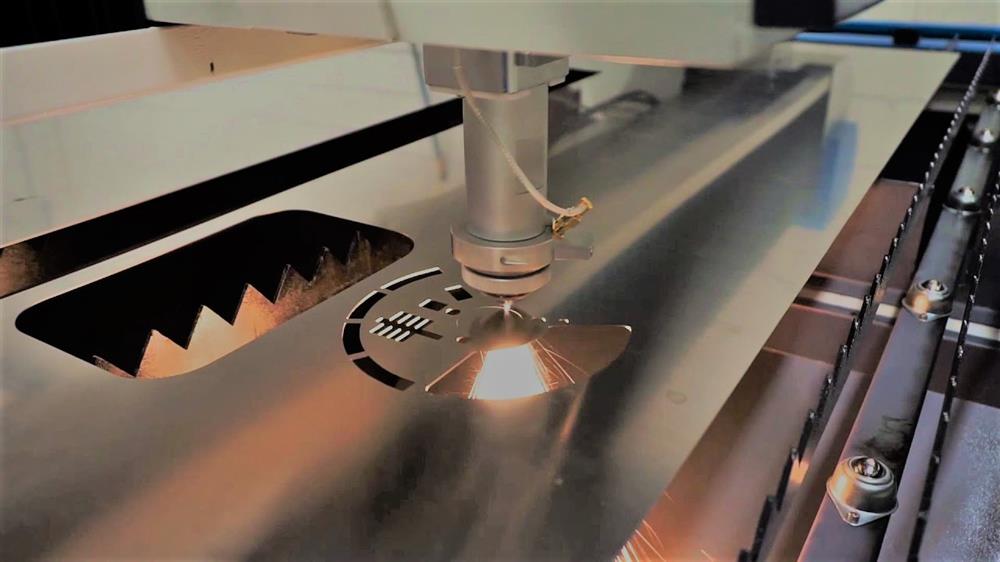
یکی از پیشرفتهترین روشهاست که سرعت و دقت بسیار بالایی ارائه میدهد. در این روش، پرتو لیزر با شدت بالا به سطح استیل تابانده میشود و باعث ذوب یا تبخیر فلز در نقطه تماس میگردد.
مزایا:
معایب:
کاربردها:
جریان پلاسما از طریق یک الکترود عبور میکند و استیل را با سرعت بالا برش میدهد. این روش برای استیلهای ضخیم مناسب است.
مزایا:
معایب:
کاربردها:
روشهای مکانیکی سنتی، گزینهای اقتصادی برای قطعات ساده و ورقهای نازک است.
مزایا:
معایب:
کاربردها:
برش با جت آب پر فشار و مواد ساینده، بدون ایجاد گرما انجام میشود و مناسب استیلهای حساس و قطعات پیچیده است.
مزایا:
معایب:
کاربردها:
با توجه به ویژگیها و کاربرد هر روش، میتوان بهترین گزینه را انتخاب کرد.
| ویژگی | برش لیزری | برش پلاسما | برش واترجت | برش اره |
|---|---|---|---|---|
| دقت | بسیار بالا | متوسط | بسیار بالا | کم |
| سرعت | سریع (برای ضخامت نازک) | سریع (برای ضخامت بالا) | کند | پایین |
| هزینه | بالا | متوسط | بالا | پایین |
| محدودیت ضخامت | تا 20 میلیمتر | ضخیم | ضخیم | نازک |
| گرما | کم | زیاد | هیچ | کم |
| کاربرد | قطعات دقیق و پیچیده | صنایع سنگین و ضخیم | قطعات حساس | قطعات ساده و نازک |
نتیجهگیری:

در رابطه با همین موضوع بخوانید:

برش فلزات، بهویژه استیل، نقش حیاتی در صنایع مختلف دارد و انتخاب روش مناسب بر اساس نیاز پروژه، ضخامت قطعه، دقت مورد انتظار، سرعت تولید و هزینه اهمیت زیادی دارد. برش لیزری برای دقت بالا و طرحهای پیچیده مناسب است و سرعت خوبی در ورقهای نازک دارد، اما هزینه بالاتری دارد و برای ضخامتهای بالا محدودیت دارد. برش پلاسما گزینهای سریع و مقرونبهصرفه برای قطعات ضخیم است، اگرچه دقت آن کمتر از لیزر است و گرمای بیشتری تولید میکند. برش مکانیکی یا اره ساده و اقتصادی است و بیشتر برای قطعات نازک و ساده کاربرد دارد، اما سرعت و دقت پایینتری دارد. برش واترجت بدون ایجاد حرارت و با دقت بسیار بالا انجام میشود و مناسب پروژههای حساس و قطعات پیچیده است، هرچند هزینه و سرعت آن کمتر است.
با بررسی مزایا، معایب و کاربرد هر روش، میتوان بهترین انتخاب را متناسب با نیاز پروژه انجام داد. شرکت روناکسازه با ارائه تجهیزات پیشرفته و تجربه کافی، میتواند راهنمایی کاملی برای انتخاب روش برش مناسب و اجرای دقیق پروژه ارائه دهد.











